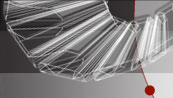


Как известно, сталь 110Г13Л является практически единственным материалом, применяемым в нашей стране для футеровок измельчительного оборудования, работающего на первой стадии измельчения. Традиционно сложилось мнение о высокомарганцевой стали как о наиболее износостойкой в условиях абразивного изнашивания за счёт склонности к упрочнению в процессе эксплуатации при сохранении достаточно высокой ударной вязкости. Производственный опыт свидетельствует о том, что в условиях абразивного изнашивания в сочетании с высокими динамическими нагрузками (футеровка дробильного оборудования) сталь 110Г13Л упрочняется с твердости 200-220 до 450-550 НВ. В этих условиях применение стали 110Г13Л технически и экономически оправдано. В условиях абразивного изнашивания при статических и незначительных динамических нагрузках (футеровка измельчительного оборудования) сталь 110Г13Л упрочняется незначительно. Увеличение твердости поверхностных слоёв футеровки из стали 110Г13Л не превышает 270-280 НВ. Учитывая то, что износостойкость (срок службы) деталей, работающих в условиях абразивного изнашивания, зависит от твёрдости поверхностных слоёв, следует считать возможным при изготовлении футеровок (для различных типов мельниц) замену высокомарганцевой стали 110Г13Л на другие стали, в том числе низколегированные, твердость которых не ниже твёрдости упрочнённых поверхностных слоёв футеровки из стали 110Г13Л - 270-280 НВ. Технологический процесс отливки футеровок из стали 110Г13Л из-за больших толщин не обеспечивает удовлетворительное качество металла внутренних зон футеровки. Внутренние зоны поражены литейными дефектами, многочисленными порами, раковинами (рис.).
Ударная вязкость этих зон в 3-5 раз ниже, чем предусмотрено стандартом. Интенсивность износа внутренних зон футеровок не менее чем в 3-4 раза выше интенсивности износа поверхностных слоёв. Многочисленные литейные дефекты усиливают процесс изнашивания внутренних зон футеровок. Применение для изготовления футеровок технологического процесса, обеспечивающего удовлетворительное качество металла по сечению профиля футеровки, позволит даже при твёрдости 270-280 НВ обеспечить существенное увеличение срока её службы. Сталь 110Г13Л обладает повышенной склонностью к образованию в массивных частях литой стали столбчатой и равноосной структуры, а её коэффициент термического расширения в 1,5-2,0 раза выше, чем углеродистых сталей. При термической обработке футеровки в местах переходов от тонкой части к утолщённой возникают большие остаточные напряжения, вследствие чего 12-18% отливок имеют по сечению горячие трещины. Футеровка рудоразмольных мельниц эксплуатируется в условиях интенсивного абразивного изнашивания при незначительных динамических нагрузках. Выбор материала для футеровки и деталей, работающих в подобных условиях, достаточно сложен, так как в настоящее время нет необходимых справочных данных по износостойкости и стандартным методам её оценки. Сравнительный анализ результатов лабораторных исследований износостойкости материалов в условиях абразивного изнашивания свидетельствует о том, что износостойкость определяется не только свойствами материала, но и в существенной мере зависит от условий эксплуатации. Показатели износостойкости материалов с изменением условий эксплуатации претерпевают существенные изменения. Решение проблемы выбора материала для футеровки мельниц возможно лишь на основе знания структурных изменений, происходящих в поверхностных слоях футеровки в процессе эксплуатации. Изучение характера этих процессов и последующие испытания материалов на износостойкость в условиях, имитирующих условия эксплуатации футеровки, позволяет определить требования к структуре и выбрать материалы, применение которых для изготовления футеровки наиболее эффективно. Известно, что каждая мельница обладает своей индивидуальной характеристикой. Различия в объёме, составе, твёрдости и крупности измельчаемой среды, диаметрах измельчающих шаров определяют различия в интенсивности износа футеровок и различные требования к материалам, используемым для их изготовления. Каждый элемент футеровки одной мельницы (футеровка по барабану со стороны загрузки и разгрузки, торцевая футеровка и разгрузочная решётка) изнашиваются неравномерно. Соответственно и отличаются требования к материалу для их изготовления. Наиболее важными свойствами, характеризующими износостойкость материалов, является твёрдость, ударная вязкость и микроструктура. Разработанная нашими специалистами высокоуглеродистая низколегированная сталь превосходит по физико-механическим свойствам высокомарганцевую сталь 110Г13Л. Исследована макроструктура, микроструктура и распределение твёрдости по сечению профиля катаной футеровки изготовленной из высокоуглеродистой износостойкой стали. Макроструктура темплетов, вырезанных из катаной футеровки свидетельствует о том, что технология выплавки стали и прокатки футеровки согласно разработанным техническим условиям обеспечивают удовлетворительное качество металла. Отсутствуют типичные для литой футеровки поры, раковины и грубые скопления неметаллических включений (рис.).
Макроструктура катаной футеровки из стали 75Г2ФЮ Твёрдость по сечению профиля катаной футеровки не претерпевает существенных изменений. Твердость поверхностных слоёв не более чем на 3-6% выше твёрдости внутренних слоёв футеровки и равна 330-340 НВ (рис.).
Микроструктура поверхностных и внутренних слоёв катаной футеровки различных плавок представлена в основном сорбитом с отдельными участками перлита. Химический состав разработанной стали обеспечивает мелкозернистую структуру футеровки (рис.).
Аустенитное зерно выявилось после закалки при травлении в насыщенном растворе пикриновой кислоты с добавкой 1-5% поверхностно-активного вещества “синтол”. Размер аустенитного зерна в катаной футеровке соответствует 9 номеру по ГОСТ 5639-82, что свидетельствует о мелкозернистой структуре футеровки (рис.).
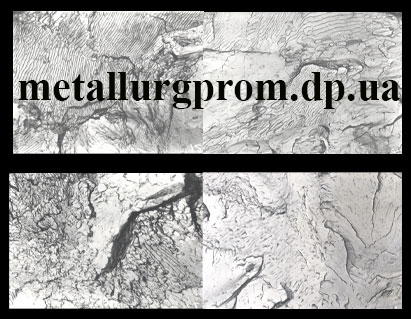
Критерием оценки качества металла является вид излома. Микрорельеф излома свидетельствует о вязком разрушении. Наряду с микрорельефом ямочного строения, встречаются поверхности гладкого расслоения, представляющие собой гладкие, бесструктурные участки, если не считать большей или меньшей волнистости поверхности. Образование таких поверхностей связано с интенсивной предварительной пластической деформацией. Поверхности гладкого расслоения наблюдаются чаще всего в условиях, когда число частиц, способных вызвать образование микропустот в материале, мало, а деформация материала, предшествующая разрушению, очень велика, разрушение происходит главным образом в результате среза (рис.).
Описанные выше данные по макроструктуре, микроструктуре, размеру аустенитного зерна, распределению твёрдости по сечению профиля и микрофрактограммы излома свидетельствуют о том, что химический состав стали, технология её выплавки и прокатки обеспечили получение качественной износостойкой футеровки с однородной сорбитной структурой по всему сечению профиля.
|
|||||||||||







Copyright © 2004. "METALURGPROM". Design and programming by Skvot Ltd. E-mail:office@skvot.dp.ua All Rights Reserved.